興行牌熱室壓鑄機為了因應各地客戶的不同需求,增添了許多選購與加購的設備,可以讓機器功能更有效率的運作。請參考下列表格與說明:

升降機座
若採用中心模的設計,此時可能要調降機座讓射料嘴對準模具入料口。興行100型以上機台,利用油壓缸讓客戶升降機座;80型以下,可手動調整。
伺服馬達
機台動力可以選購最先進的伺服馬達。現場實測顯示:採用伺服馬達的小型機台(60型)可節省27%左右的電力。詳情請見節能減碳。

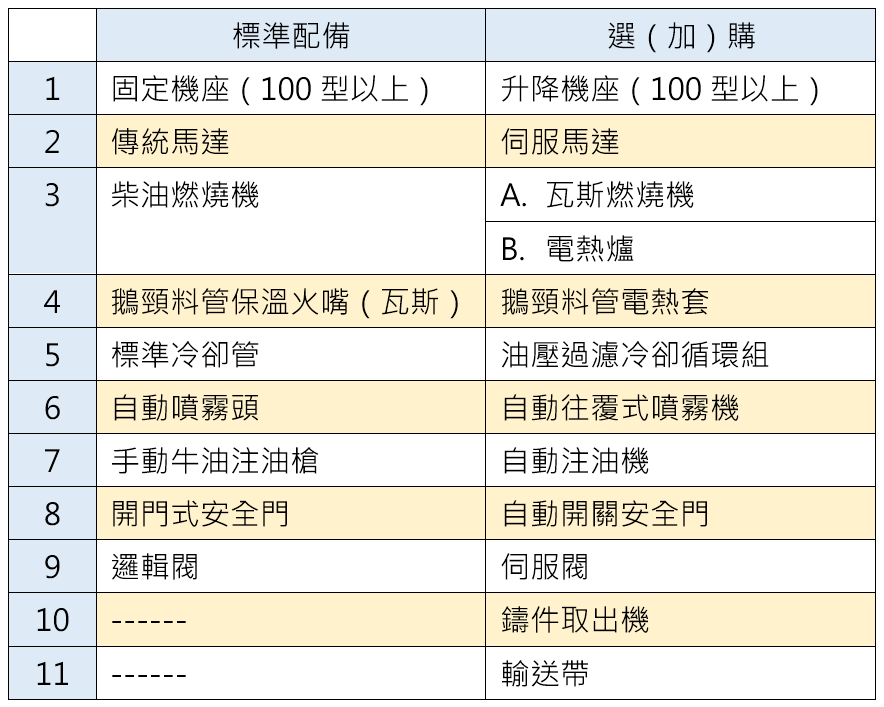
瓦斯燃燒機
採用日本加藤牌(KATO)KG系列,可選擇天然瓦斯或桶裝瓦斯。
電熱熔解爐
電熱爐採用雙側電熱管、獨立控制箱,加熱快速穩定。

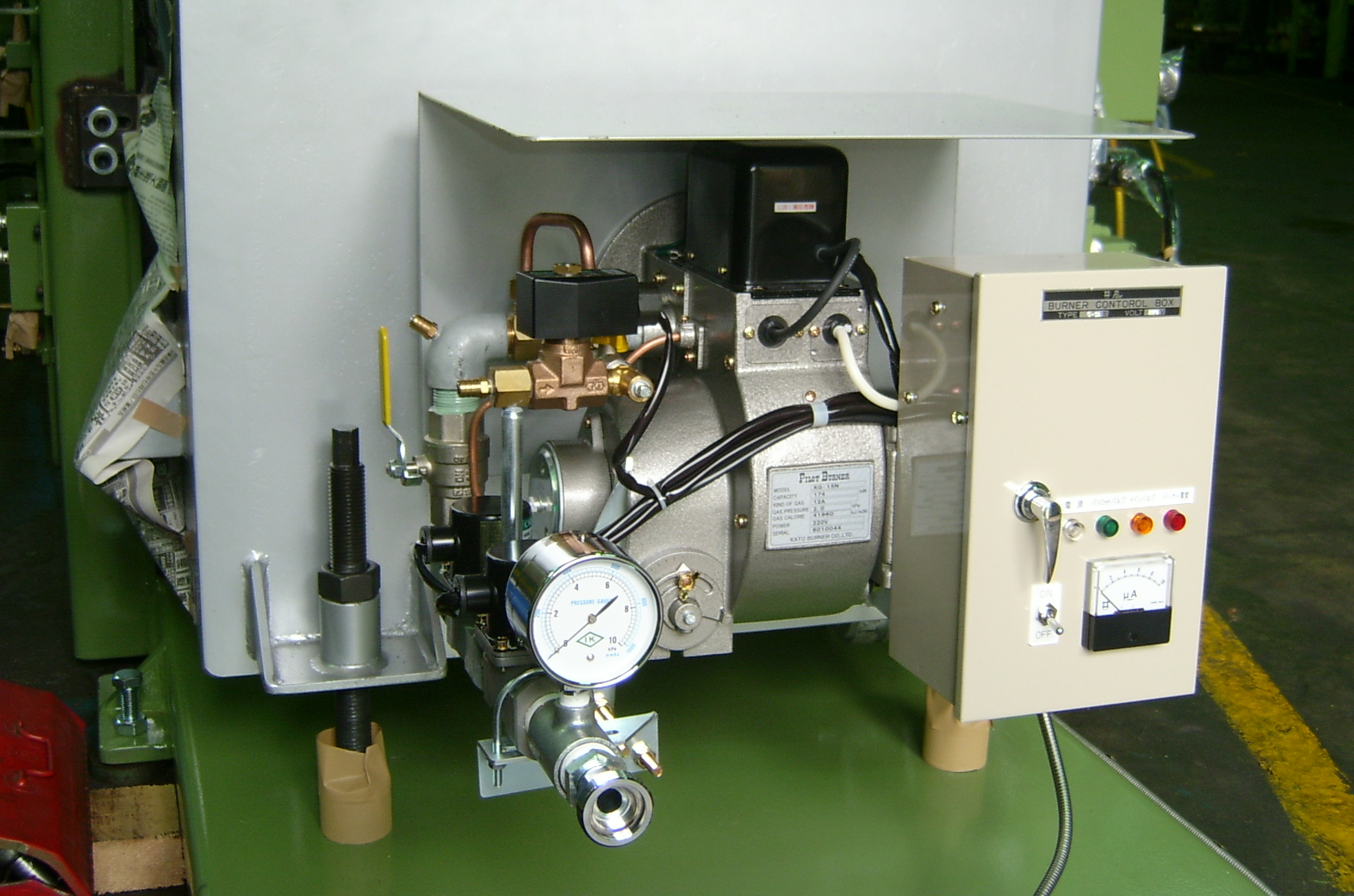
鵝頸料管電熱套
利用加熱套控制射料管與鵝頸的溫度,防止射料通道(鵝頸、射料管、射料嘴)阻塞。
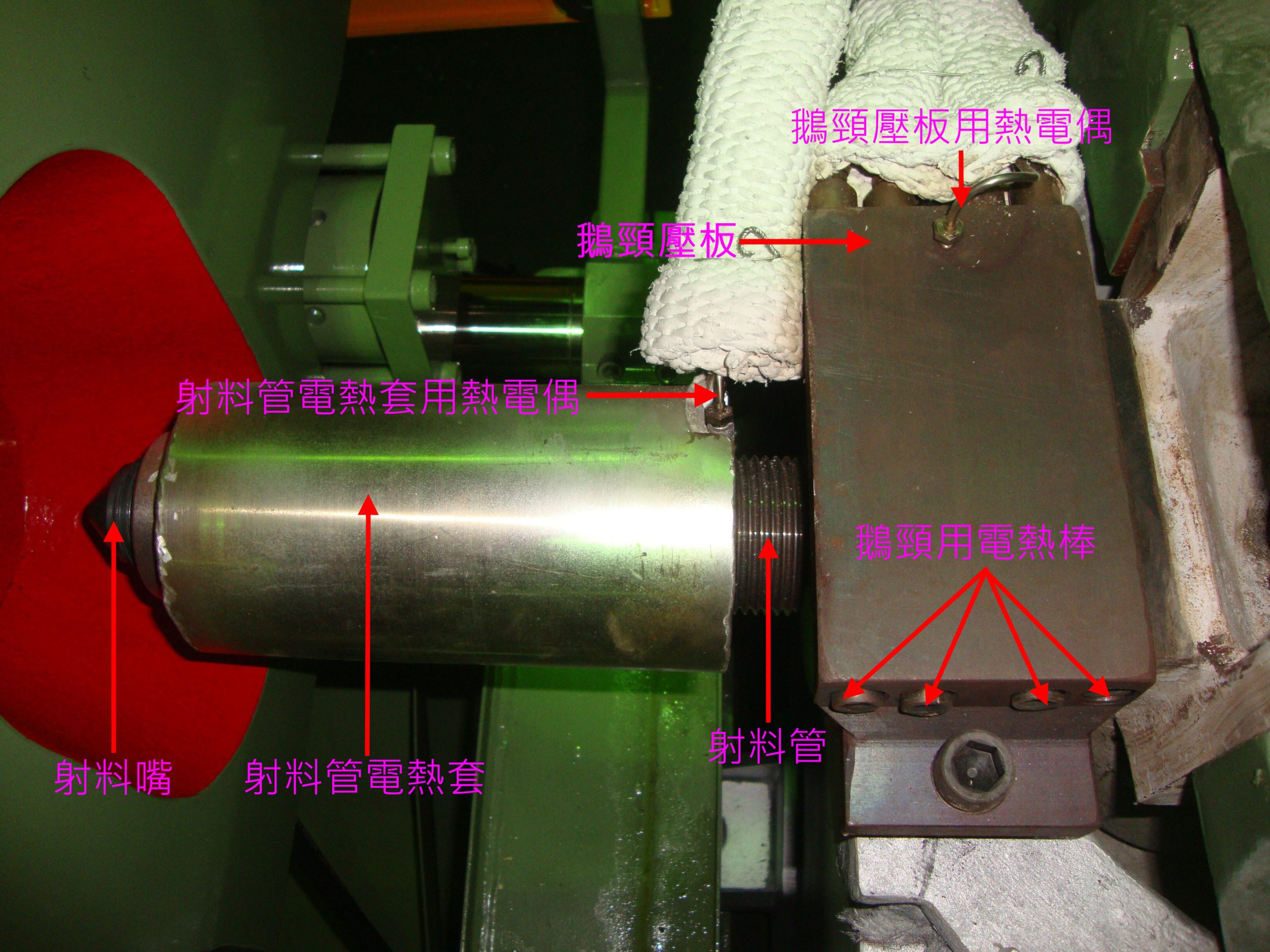
油壓過濾冷卻循環組
高油溫會降低液壓油黏稠度,導致油壓下降,加上油膜損壞,增加零件磨耗風險。在極端氣候下,油壓過濾冷卻循環組利用泵浦加快冷卻水循環,可有效降低液壓油溫度,維持高效率生產。

自動往覆式噴霧機
壓鑄過程中,離型劑的多寡、次數、位置與時間,會影響鑄件表面的精緻度。自動往覆式噴霧機,利用自動空壓系統,可精準控制噴灑在公母模(或鑄件)的特定點位、噴霧次數與時間長短,降低鑄件表面瑕疵。
自動注油機
自動潤滑系統採用PLC控制的注油機,可以在觸控螢幕上選擇注油與間歇時間,並可調整注油壓力,且在液面過低時出現警示,確保曲手(摺動機構)、導桿、車柱與機壁,保持在最佳潤滑狀態。

自動開關安全門
採用自動控制氣壓式安全門,安裝於機台前後兩側,確保機台運作時操作人員的安全。
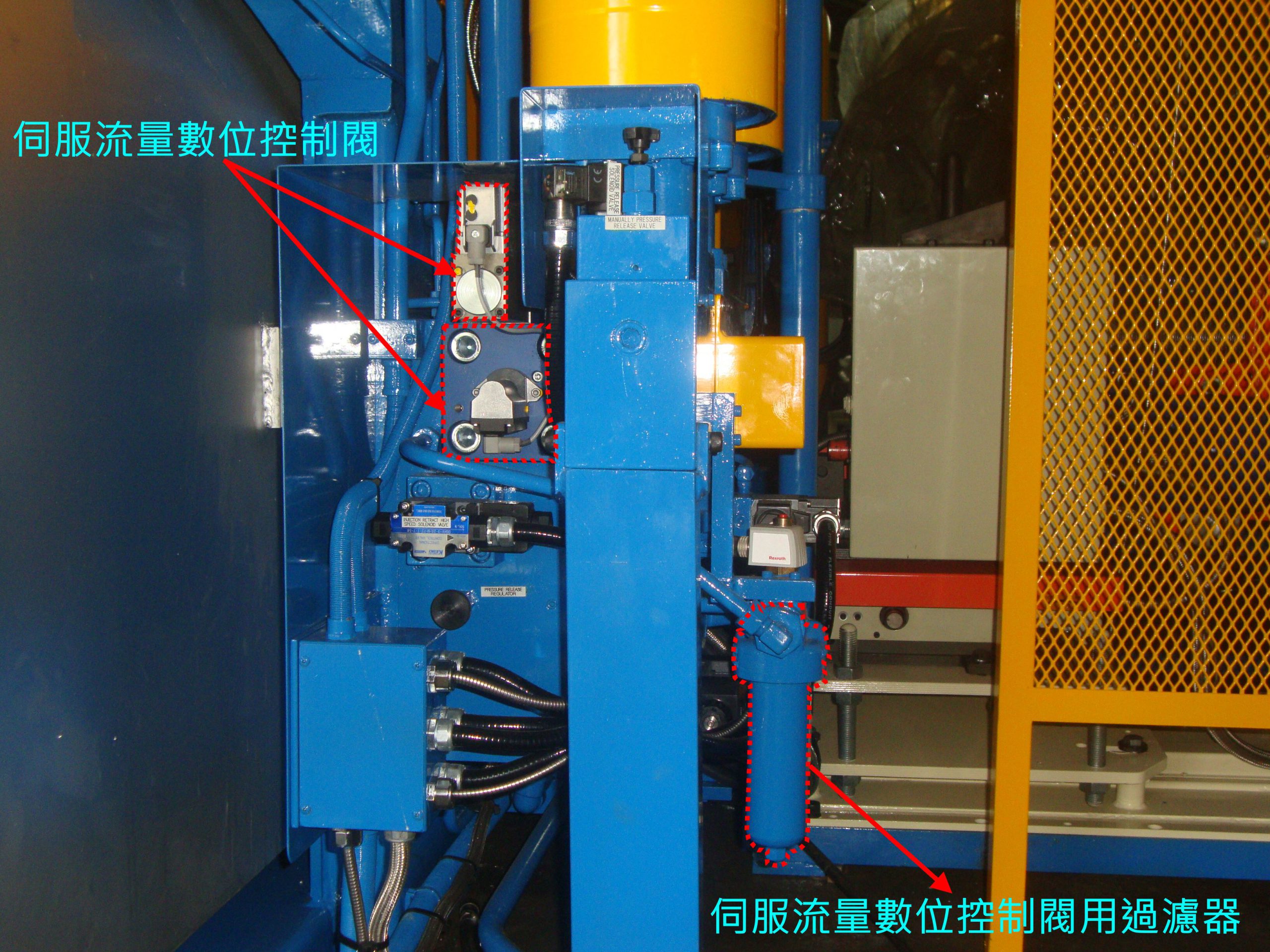
伺服閥
相較於傳統電磁閥,伺服閥反應速度更快,且透過控制一定時間內的流量,達到射料速度的變化,配合不同模具的要求,最佳化壓鑄條件。這一切操作都在觸控螢幕上完成,只需輸入三段射速(0~100%),以及低速位置,即可完成。

取出機與輸送帶
自動取出機可幫助客戶節省人力,加快生產效率。輸送帶裝有風扇,可快速降低鑄件溫度,進行下一步工序。
